Ce este o placă de beton cu miez gol și de ce contează în construcția modernă
A placă de beton cu miez tubular este un element prefabricat din beton precomprimat care prezintă goluri longitudinale – de obicei circulare sau ovale – care traversează lungimea sa. Aceste goluri reduc greutatea totală a plăcii cu până la 40-50% în comparație cu o placă solidă de beton de dimensiuni echivalente, menținând în același timp o performanță structurală excelentă la încovoiere, forfecare și rezistență la foc. Această combinație face din plăcile cu miez tubular unul dintre cele mai utilizate sisteme de pardoseală în clădiri comerciale, blocuri rezidențiale cu mai multe etaje, parcări, depozite industriale și proiecte de infrastructură din întreaga lume.
Concluzia de bază este simplă: plăcile de beton tubulare oferă un raport rezistență-greutate superior, viteză rapidă de instalare și consum redus de material. Când este produs într-o instalație modernă de prefabricat - unde cofraje de precizie, magneți de cofraj , iar paturile de turnare automate definesc calitatea producției - aceste plăci îndeplinesc în mod constant toleranțe dimensionale strânse și specificații structurale exigente. Înțelegerea modului în care sunt fabricate, manipulate și instalate este esențială pentru ingineri, antreprenori și profesioniști în achiziții care caută soluții de pardoseală rentabile și de înaltă performanță.
Cum sunt fabricate plăcile de beton cu miez tubular
Producția plăcilor de beton tubular are loc aproape exclusiv în fabrici de prefabricat de beton, folosind una dintre cele două metode dominante: procesul de extrudare (forma de alunecare) sau procesul de turnare umedă. Fiecare abordare are implicații specifice pentru sistemul de cofraj, aspectul armăturilor, finisarea suprafeței și rolul componentelor de fixare magnetică.
Metoda de extrudare
În metoda de extrudare, un pat de turnare pe linie lungă – de obicei cu lungimea de 100 m până la 150 m – este pretensionat cu fire de oțel de înaltă rezistență înainte de plasarea oricărui beton. O mașină de extrudare se deplasează de-a lungul patului, forțând un amestec de beton rigid, fără scădere în jurul dornurilor care formează miezurile goale. Mașina se mișcă cu aproximativ 1–2 m pe minut, lăsând în urmă o placă continuă de secțiune transversală uniformă. După întărire sub acoperiri izolate sau într-un mediu încălzit, placa este tăiată cu diamant la lungimile necesare.
Deoarece patul de turnare în sine acționează ca matriță primară, rolul componentelor de cofraj discrete este limitat - dar formele laterale, opritoarele și inserțiile încorporate sunt încă poziționate folosind magneți de cofraj pentru a menține componentele din oțel pe suprafața mesei de turnare magnetică fără găurire sau sudură. Această metodă de fixare neinvazivă este deosebit de apreciată în producția de linii lungi, deoarece elimină deteriorarea patului de oțel scump și permite repoziționarea rapidă între ciclurile de producție.
Metoda Wet-Cast
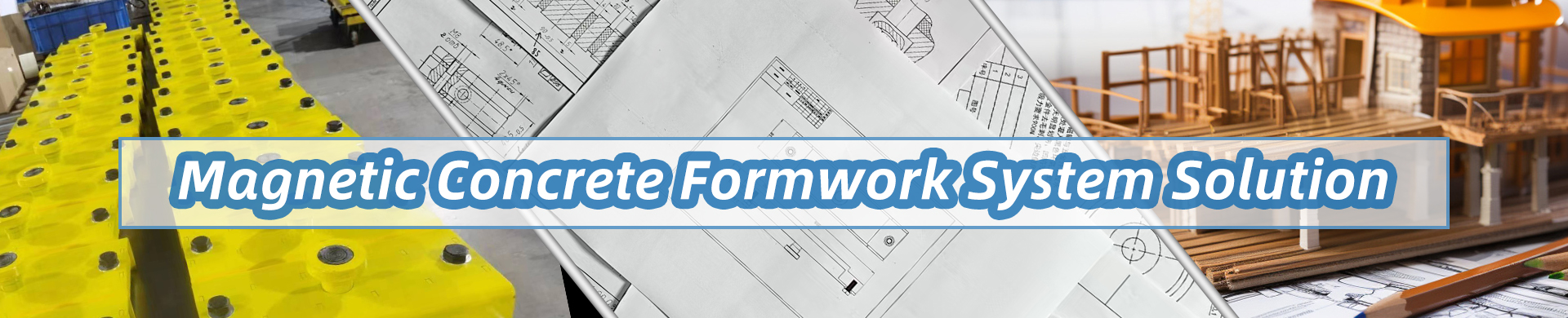
Procesul de turnare umedă utilizează matrițe individuale din oțel sau sisteme bazate pe paleți pe care sunt asamblate elementele de cofraj. Aici, magneți de cofraj — cunoscute și sub denumirea de ancore de cofraj magnetice sau cutii magnetice — joacă un rol central și foarte vizibil. Aceste dispozitive sunt plasate pe suprafața paletului de oțel și atrag prin forță magnetică pentru a menține obloanele laterale, blocurile, inserțiile și cuștile de armare în poziție precisă în timpul turnării betonului și vibrațiilor. Forțele de reținere variază foarte mult în funcție de designul magnetului, cu unități comune livrând 600 kg, 900 kg, 1.200 kg sau chiar 2.100 kg de forță de reținere, aleasă în funcție de greutatea și sarcinile vibraționale la care trebuie să reziste cofrajele.
Capacitatea de a repoziționa magneții de cofraj în câteva secunde - prin simpla comutare a pârghiei de activare pentru a elibera câmpul magnetic - reduce dramatic timpul de instalare în comparație cu ancorele cu șuruburi sau sudate. Într-o instalație de prefabricat cu randament ridicat care produce plăci cu miez tubular pe un carusel sau un sistem de paleți staționari, această viteză se traduce direct în mai multe cicluri de producție pe schimb și costuri mai mici cu forța de muncă pe unitate.
Rolul magneților de cofraj în producția de plăci cu miez gol
Magneți de cofraj sunt dispozitive de fixare proiectate care folosesc magneți permanenți din neodim sau ferită, închiși într-o carcasă din oțel. Când este activat, circuitul magnetic se închide prin paletul de oțel sau suprafața mesei, generând o forță puternică de reținere. Când este dezactivat - prin rotirea unei pârghii care mișcă un magnet de menținere intern - circuitul se deschide și unitatea poate fi ridicată liber cu mâna. Fără adeziv rezidual, suprafață deteriorată, nu necesită unelte speciale.
În producția de plăci de beton cu miez tubular, magneții de cofraj îndeplinesc mai multe funcții specifice:
- Asigurarea formelor laterale longitudinale care definesc lățimea plăcii și profilul marginii
- Ținerea obloanelor de capăt în poziție pentru a stabili lungimea plăcii și a forma suprafața de acoperire
- Remedierea formatoarelor de blocare peste locațiile de bază unde sunt necesare deschideri pentru servicii, coloane sau elemente de fixare
- Ancorarea inserțiilor turnate, cum ar fi bucle de ridicare, canale de ancorare, manșoane filetate și console pentru conducte electrice
- Stabilizare cuști de armare împotriva deplasării în timpul vibrațiilor de înaltă frecvență a betonului
Relația dintre selecția magnetului de cofraj și vibrația betonului este deosebit de importantă. Betonul vibrat exercită asupra cofrajului forțe dinamice care pot fi de câteva ori greutatea statică. Un magnet de cofraj evaluat la 1.200 kg forță statică de reținere poate fi potrivit pentru o formă care cântărește doar 80 kg când frecvențele și amplitudinile vibrațiilor sunt modeste, dar același magnet se poate dovedi insuficient în cazul unei vibrații interne intense. Producătorii de renume publică date de ținere testate la vibrații alături de evaluările statice, iar specificarea numai a forței statice este o eroare comună care duce la mișcarea formei în timpul turnării.
Tipuri de magneți și aplicarea lor
| Tip de magnet | Forța de reținere tipică | Utilizare primară în producția de plăci | Avantaj cheie |
|---|---|---|---|
| Cutie magnetică standard | 600–1.200 kg | Forme laterale, opritoare | Eficient din punct de vedere al costurilor, disponibil pe scară largă |
| Cutie magnetică rezistentă | 1.500–2.100 kg | Forme grele de margine din oțel, blocaje mari | Rezistență ridicată la vibrații |
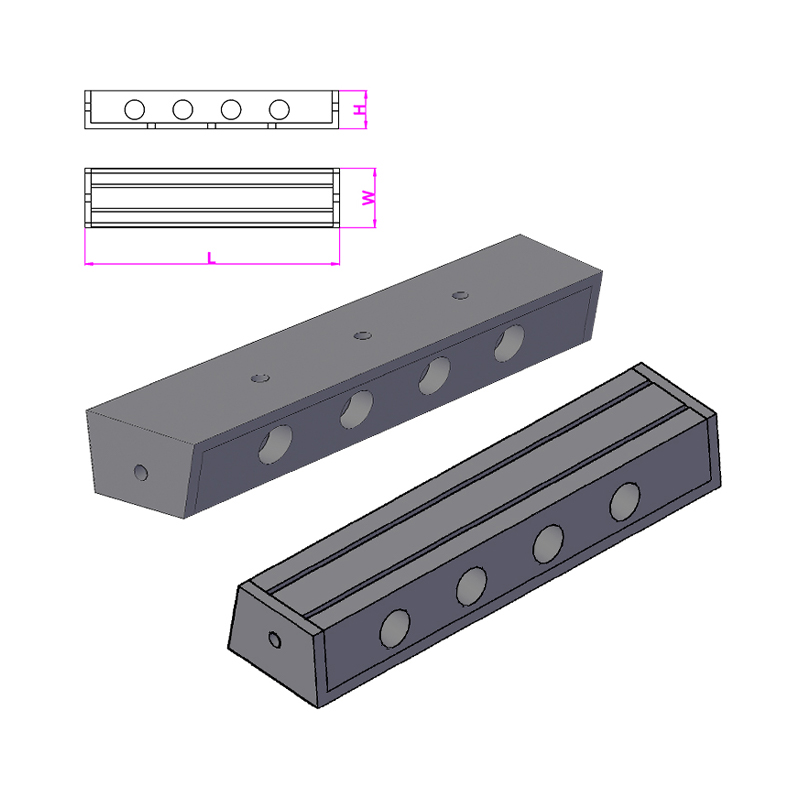
| Introduceți magnet (plat) | 150-400 kg | Canale de ancorare, prize de ridicare | Profil redus, se potrivește sub inserții |
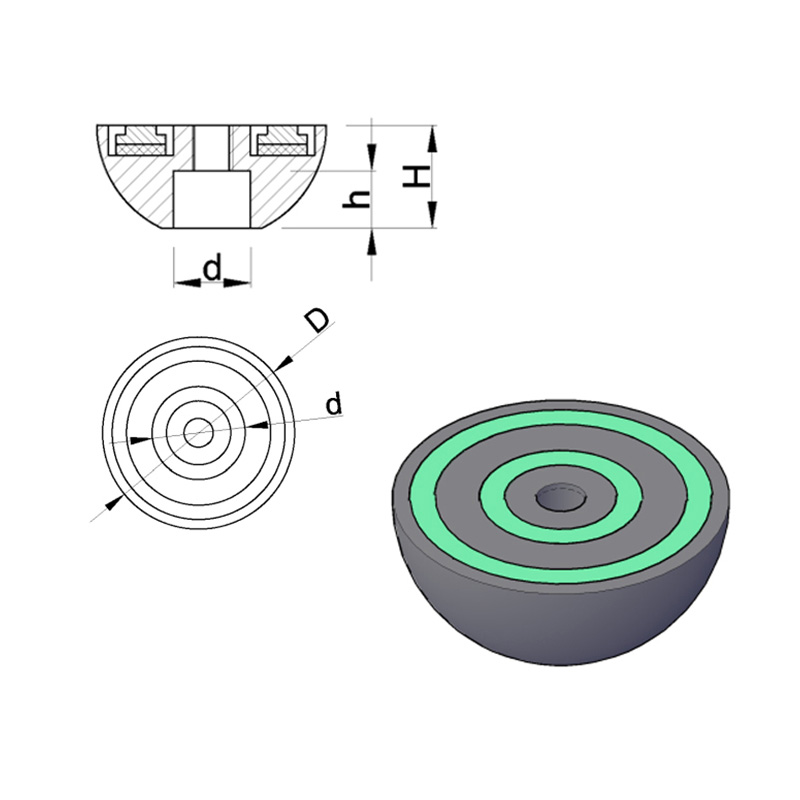
| Suport magnetic pentru teșituri | N/A (pozițional) | Benzi de teșire a marginilor pe intradosul plăcii | Detaliere consecventă a marginilor |
| Unghi de colț magnetic | Variabilă | Joncțiuni la 90°, colțuri blocate | Elimină scurgerile de chit la colțuri |
Performanța structurală a plăcilor de beton cu miez tubular
Comportarea structurală a unei plăci de beton cu miez gol este guvernată de nivelul său de pretensionare, gradul de beton, geometria miezului și raportul dintre deschidere și adâncime. Unitățile standard cu miez tubular sunt produse la adâncimi de la 150 mm până la 500 mm , cu lățimi de obicei de 1.200 mm. În practică sunt obișnuite deschideri de la 6 m până la 18 m, cu unități bine proiectate de adâncime care ating 20 m sau mai mult în condiții de încărcare controlată.
Precomprimarea este aplicată prin toroane de oțel de înaltă rezistență pretensionate – de obicei cu o limită de curgere de 1.570 MPa sau 1.860 MPa – ancorate de culetele patului de turnare înainte de așezarea betonului. După ce betonul atinge rezistența de transfer necesară (de obicei 25–30 MPa cub), firele sunt tăiate sau eliberate, iar forța de precomprimare este transferată pe secțiunea de beton prin lipire. Aceasta introduce un efect de cambra (proa în sus) care compensează parțial deformarea sub sarcinile de serviciu.
Performanță tipică de sarcină
| Adâncimea plăcii (mm) | Spațiu 6 m (kN/m²) | Spațiu 9 m (kN/m²) | Spațiu 12 m (kN/m²) | Spațiu 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Aceste cifre ilustrează de ce plăcile cu miez tubular sunt specificate pentru deschideri medii spre lungi în clădiri de birouri și parcări, unde sarcinile impuse de 2,5–5,0 kN/m² sunt standard și deschideri de 9–14 m sunt atractive din punct de vedere economic. Pretensionarea elimină necesitatea grinzilor secundare de oțel în multe cazuri, reducând adâncimea structurală a zonei podelei și economisind înălțime semnificativă - adesea 300-500 mm pe etaj - pe durata de viață a unui proiect cu mai multe etaje.
Rezistenta la foc
Plăcile de beton tubulare oferă rezistență inerentă la foc prin masa termică a betonului și adâncimea de acoperire a toroanelor de precomprimare. O placă de 200 mm cu acoperire de 35 mm până la centroidul firului se realizează de obicei REI 120 (rezistență structurală la foc de două ore) în condiții standard de expunere la foc. Unitățile mai adânci cu acoperire mai mare ating cu ușurință REI 180 sau REI 240, îndeplinind cele mai exigente cerințe de ocupare fără protecție suplimentară la foc. Acesta este un avantaj major față de alternativele din oțel sau cherestea, care necesită acoperiri intumescente, sisteme de sprinklere sau înveliș pentru a obține valori echivalente.
Sisteme de cofraj și fixare magnetică în instalația de prefabricat
Calitatea unei plăci de beton cu miez tubular este inseparabilă de calitatea sistemului de cofraj utilizat pentru producerea acesteia. Indiferent dacă instalația folosește un sistem de paleți staționari, un carusel rotativ sau paturi de turnare lungi, precizia cu care se fixează și se asigură cofrajele determină precizia dimensională, finisarea suprafeței și consistența elementelor finite.
Sisteme de carusel pentru paleți
Într-un carusel modern de paleți, paleții de oțel se deplasează printr-o secvență fixă de stații: curățare, înființare matrițe, plasarea armăturilor, turnarea betonului, vibrații, întărire, demulare și transportul elementelor. Întregul ciclu durează de obicei peste 24 de ore, cu mai mulți paleți în circulație simultan. La stația de întărire a matriței, operatorii poziționează forme laterale și inserții folosind magneți de cofraj conform layout-ului generat de CNC sau bazat pe desen pentru fiecare element. Deoarece suprafața paletului este o placă de oțel șlefuită cu precizie, magneții obțin un contact constant și o forță de reținere pe întreaga zonă.
Câștigurile de eficiență prin fixarea cofrajelor magnetice într-un sistem carusel sunt substanțiale. Studiile de la producătorii europeni de prefabricate raportează în mod constant Reducere cu 30–50% a timpului de priză a matriței comparativ cu sistemele de ancorare cu șuruburi sau sudate. La o fabrică care produce 80-120 de paleți pe zi, acest lucru se traduce prin ore de muncă economisită pe schimb și o reducere măsurabilă a costului de producție per metru pătrat de placă.
Paturi de turnare cu linie lungă pentru miezul gol extrudat
În extrudarea pe linie lungă, funcția principală de cofrare este îndeplinită de patul de turnare în sine - o suprafață plată, netedă sau acoperită cu polimer, de-a lungul căreia se deplasează extruderul. Cu toate acestea, magneții de cofraj și sistemele de ancorare magnetice aferente sunt utilizați pentru a ține:
- Deflectoare și deviatoare de toroane care profilează traiectoria de pretensionare
- Șine laterale longitudinale care definesc lățimea plăcii înainte de începerea extruderului
- Elemente de blocare de bază care creează deschideri pentru penetrarea serviciilor în locații specificate
- Bare de armare sau plasă adăugate pe suprafața de beton umed pentru conexiunile de acoperire compozită
Natura neinvazivă a fixării magnetice este apreciată în special pe paturile lungi, unde suprafața trebuie să rămână nedeteriorată pe parcursul a mii de cicluri de producție. Orice zgârietură de suprafață sau groapă cauzată de găurire sau sudare devine o sursă de scurgere și lipire a chitului, crescând forța de demulare și defecte de suprafață pe intradosul plăcii finite.
Selectarea magnetului de cofraj potrivit
Alegerea magnetului de cofraj corect pentru o anumită aplicație de producție a plăcilor tubulare necesită luarea în considerare a mai multor factori, dincolo de simpla potrivire a forței de reținere cu greutatea formei:
- Grosimea paletului sau a mesei: Magneții sunt proiectați să funcționeze cu grosimi specifice de oțel (de obicei 10–25 mm). Prea subțire și circuitul magnetic este incomplet; prea gros și forța de reținere scade substanțial.
- Metoda de vibrare a betonului: Vibratoarele de masă externe generează forțe dinamice mai mari decât vibratoarele interne cu ac. Magneții din sistemele vibrate extern necesită forțe de reținere nominale mai mari – adesea de 1,5 până la 2 ori cerințele calculate static.
- Presiunea apei dulce și înălțimea betonului: În elementele înalte sau unde betonul este așezat rapid, presiunea hidraulică împotriva formelor poate depăși calculele simple de greutate. Magnetul trebuie să reziste atât la forța de ridicare verticală, cât și la presiunea laterală.
- Materialul formei și geometria: Formele de oțel transferă direct forța magnetică; formele din aluminiu sau plastic necesită plăci de bază din oțel pentru a acționa ca intermediari între magnet și materialul de formă neferomagnetic.
- Mediu de operare: Instalațiile cu macarale, motoare electrice sau alte surse electromagnetice pot necesita magneți cu carcase ecranate pentru a preveni dezactivarea sau interferența neintenționată.
Producătorii de top – inclusiv Ratec, Halfen, Sommer și alții – oferă suport de inginerie pentru selecția magnetului și publică fișe tehnice detaliate cu forță statică de reținere, forță testată la vibrații, interval de temperatură de funcționare și durată de viață (evaluată de obicei pentru 500.000 până la 1.000.000 de cicluri de activare înainte ca componentele interne să necesite inspecție).
Transportul, manipularea și instalarea plăcilor cu miez tubular
Odată turnate, întărite și tăiate la lungime, plăcile de beton cu miez gol trebuie ridicate, transportate și instalate cu grijă. Secțiunea precomprimată este optimizată pentru îndoirea pozitivă în direcția de deschidere; Manipularea incorectă care introduce îndoire negativă sau încărcare transversală poate provoca fisuri la nivelul feței precomprimate (soffit) - daune care sunt greu de detectat și pot compromite performanța structurală.
Cerințe de ridicare și transport
Plăcile cu miez tubular trebuie ridicate folosind cleme special concepute sau aranjamente cu grinzi și împrăștiere care aplică sarcină în puncte din zona de ridicare de proiectare - de obicei nu mai mult de L/5 de la fiecare capăt, unde L este lungimea plăcii. Pentru plăcile de peste 10 m, o ridicare în trei sau patru puncte cu ajutorul unei grinzi de împrăștiere este o practică standard pentru a controla momentele încovoietoare.
La fața locului, plăcile sunt instalate cu macaraua direct pe grinzi de susținere, pereți sau corbele. Lungimea rulmentului la fiecare capăt trebuie să îndeplinească cerințele minime - de obicei 75 mm pe suporturi din oțel sau din beton prefabricat și 100 mm pe zidărie sau beton in situ — pentru a asigura un transfer adecvat al sarcinii și pentru a preveni ruperea la capăt sub sarcinile de serviciu. Plăcuțele de rulment din neopren sau mortar sunt folosite pentru a distribui tensiunea de contact și pentru a se adapta toleranțelor dimensionale.
Chituirea rosturilor longitudinale
Plăcile tubulare adiacente dintr-o pardoseală sunt conectate prin chituirea rosturilor longitudinale dintre unități. Chitul - de obicei un amestec de ciment Portland cu un raport scăzut apă-ciment - umple îmbinarea conică sau cu cheie și, odată întărit, transferă forfecarea orizontală între unități, permițând podelei să acționeze ca o diafragmă. În proiectarea seismică, această acțiune a diafragmei este critică pentru distribuirea forțelor laterale către sistemul structural vertical. Chitul este adesea întărit cu bare de legătură longitudinale plasate în miezurile deschise de la margini și cimentate în interior, oferind o armare de continuitate peste îmbinări.
Precizia îmbinării longitudinale depinde parțial de cât de precis a fost menținută forma marginii în timpul turnării - un alt punct în care magneți de cofraj și accesoriile de fixare magnetice aferente influențează direct calitatea podelei instalate. O formă care s-a deplasat chiar și cu 3-5 mm în timpul turnării poate produce o geometrie a rostului care este dificil de chituit complet, lăsând goluri care reduc transferul la forfecare și rezistența la apă.
Topping in situ din beton
Multe pardoseli din plăci cu miez tubular sunt prevăzute cu o acoperire structurală din beton in situ, de obicei de 50–75 mm grosime, turnată peste unitățile prefabricate după instalare. Acest topping servește mai multor scopuri:
- Nivelează suprafața podelei, compensând cambra diferențială dintre plăcile adiacente
- Creează o diafragmă robustă prin conectarea tuturor unităților cu o placă continuă armată
- Permite integrarea șapei, a încălzirii prin pardoseală sau a serviciilor în adâncimea de acoperire
- Atunci când este proiectat compozit, crește adâncimea structurală și capacitatea de încărcare a podelei
Suprafața superioară a plăcilor tubulare produse prin extrudare este lăsată în mod intenționat rugoasă - procesul de extrudare lasă o textură ondulată sau striată care asigură o legătură mecanică pentru acoperire. Unitățile turnate umede necesită pregătirea suprafeței (de obicei, sablare sau scarificare mecanică) pentru a obține o rezistență echivalentă a aderării, ceea ce adaugă o etapă de producție și costul asociat.
Durabilitatea și eficiența materială a plăcilor de beton cu miez tubular
Industria construcțiilor se confruntă cu o presiune din ce în ce mai mare pentru a reduce consumul de carbon și materiale încorporate. Plăcile de beton cu miez tubular se compară favorabil cu sistemele alternative de pardoseală pe mai multe criterii de sustenabilitate, în special atunci când se ia în considerare întregul ciclu de viață.
Volum redus de beton și oțel
Prin îndepărtarea betonului din zona miezului – unde contribuie puțin la rezistența la încovoiere – se utilizează producția de miez tubular. Cu 30–45% mai puțin beton pe metru pătrat decât o placă solidă echivalentă la aceeași deschidere și capacitate de încărcare. Utilizarea oțelului de precomprimare de înaltă rezistență (1.860 MPa) în locul armăturii convenționale din oțel moale (500 MPa) înseamnă că greutatea totală a oțelului pe unitate de suprafață este, de asemenea, redusă semnificativ: o placă tubulară poate folosi doar 2-4 kg/m² de toron de precomprimare, comparativ cu 8-15 kg/m² pentru o armătură convențională cu aceeași performanță a unei plăci de armare convenționale.
Această reducere a materialului reduce direct carbonul încorporat al structurii podelei. Cifrele din industrie sugerează că o placă tipică cu miez tubular de 265 mm are un carbon încorporat de aproximativ 100–130 kg CO₂e/m² , în comparație cu 160–200 kg CO₂e/m² pentru o placă plată solidă in situ cu capacitate structurală similară.
Producția în fabrică și reducerea deșeurilor
Producția din fabrică în condiții controlate minimizează risipa de materiale de la supracomenzi, deversări și reprelucrare. Deșeurile de beton dintr-o fabrică de prefabricate bine gestionată rulează de obicei la 1-3% din volumul de producție, comparativ cu 5-10% sau mai mult pe un site convențional in situ. Utilizarea magneților de cofraj și a formelor reutilizabile din oțel reduce și mai mult deșeurile de cofraj; un cofraj de oțel de înaltă calitate utilizat cu ancorare magnetică poate fi reutilizat pentru mii de cicluri de producție, în timp ce cofrajele de lemn pe un șantier in situ sunt de obicei aruncate după câteva utilizări.
Considerații legate de sfârșitul vieții
La sfârșitul duratei de viață, plăcile de beton cu miez gol pot fi descompuse și reciclate ca agregat pentru suportul drumului, material de umplere sau - în fluxurile de reciclare mai avansate - reprocesate în agregat de beton. Toronul de precomprimare poate fi recuperat și reciclat ca fier vechi. Niciunul dintre procesele nu este perfect și o parte din carbonul încorporat se pierde în demolare și transport, dar simplitatea relativă a compoziției materialului (beton plus oțel) face ca plăcile cu miez gol să fie mai ușor de reciclat decât sistemele compozite care implică mai multe materiale lipite.
Aplicații comune și exemple de proiecte
Plăcile de beton tubulare sunt specificate într-o gamă largă de tipuri de clădiri și aplicații de infrastructură. Versatilitatea lor rezultă din gama largă de adâncimi disponibile, capacitatea de a găzdui pătrunderi de serviciu și fixări turnate (poziționate cu precizie folosind ancore magnetice pentru cofraj în timpul producției) și compatibilitatea lor cu o varietate de structuri de susținere.
Clădiri rezidențiale cu mai multe etaje
În construcțiile rezidențiale, plăcile cu miez tubular de 200–265 mm care se întind pe 5–9 m între pereții sau grinzi portanti sunt o specificație standard în Țările de Jos, Scandinavia, Europa Centrală și Marea Britanie. Un bloc de apartamente cu 15 etaje care utilizează pardoseli prefabricate cu miez tubular poate fi etanș la apă în 8-12 săptămâni de la parter, comparativ cu 20-30 de săptămâni pentru o structură echivalentă din beton in situ. Planul obișnuit al clădirilor rezidențiale se potrivește în mod deosebit cu lățimea uniformă și intervalul standard de deschidere a unităților cu miez gol.
Clădiri de birouri comerciale
Clădirile de birouri necesită deschideri mai mari pentru flexibilitate în plan deschis, de obicei 9-14 m. Placile cu miez adânc (320–400 mm) cu niveluri ridicate de pretensionare sunt proiectate pentru a suporta sarcini impuse de 3,5–5,0 kN/m² pe aceste travee fără grinzi secundare. Indosul expus al plăcilor tubulare - în mod inerent plat și neted din procesul de extrudare sau turnare umedă - este lăsat din ce în ce mai vizibil ca o caracteristică de proiectare, evitând costul plafoanelor suspendate și obținând beneficii de masă termică care reduc sarcinile de răcire de vârf cu 15-25% în clădiri bine proiectate, ventilate natural sau mixte.
Parcari
Parcările cu mai multe etaje sunt unul dintre cele mai solicitante medii pentru prefabricate din beton: sunt obișnuite deschideri de 15–18 m, sarcinile concentrate pe roți pot ajunge la 30–60 kN pe axă, iar structura este expusă sărurilor de dezghețare, ciclurilor de îngheț-dezgheț și umiditate. Placile cu miez tubular în aplicațiile de parcare sunt de obicei 400–500 mm adâncime , produs cu beton de grad înalt (C50/60 sau mai sus) și raporturi scăzute apă-ciment pentru a maximiza durabilitatea. Pânzele subțiri dintre miezuri necesită o proiectare atentă a amestecului de beton - dimensiune maximă redusă a agregatului, lucrabilitate adecvată - și compactare precisă, care este facilitată de mediul de producție controlat și sistemele de control al calității ale fabricii de prefabricate.
Clădiri industriale și de depozitare
Depozitele, centrele de distribuție și unitățile de producție folosesc plăci cu miez tubular în etajele mezanin, docuri de încărcare înalte și podele susținute la sol pe capacele piloților. În aceste aplicații, capacitatea de a preinstala prize de ridicare turnate, canale de ancorare pentru sistemele de rafturi și conducte electrice - toate poziționate folosind ancore magnetice de cofraj în timpul producției de instalație - reduce semnificativ costurile de fixare la fața locului și riscul programului.
Controlul calității și standardele pentru plăcile de beton cu miez tubular
Plăcile de beton tubulare produse în Europa trebuie să respecte EN 1168:2005 A3:2011 — standardul de produs armonizat pentru plăcile prefabricate din beton tubular. Acest standard specifică cerințele de performanță pentru rezistența structurală, rezistența la foc, substanțele periculoase, toleranțele dimensionale și performanța acustică, împreună cu cerințele pentru controlul producției din fabrică, testare și marcajul CE.
Toleranțele dimensionale cheie conform EN 1168 includ:
- Lungime: ±20 mm pentru plăci de până la 6 m; ±0,3% din lungime pentru plăci peste 6 m
- Latime: ±5 mm
- Adâncime: ±5 mm
- Dreptate: ≤L/600, maxim 20 mm
- Patratitatea capetelor: ≤10 mm
- Camber: 15/−5 mm pentru plăci de până la 12 m
Atingerea acestor toleranțe depinde în mod constant de calitatea întregului lanț de producție - de la proiectarea amestecului și dotarea betonului, la precizia tensionării toronelor, până la reglarea cofrajului și inspecția post-turnare. Utilizarea magneților de cofraj și a sistemelor de poziționare magnetică aferente contribuie la acuratețea dimensională prin eliminarea derivei de poziție care apare la formele convenționale cu șuruburi sub vibrații și prin permiterea repoziționării rapide și precise atunci când setarea layout-urilor se modifică.
Dincolo de toleranțele dimensionale, EN 1168 și standardele de proiectare Eurocod (EN 1992-1-1, EN 1992-1-2) necesită o verificare structurală detaliată care să acopere încovoiere, forfecare, perforare, ancorare la capăt și rezistență la foc. Procesul de proiectare pentru o pardoseală cu miez gol implică determinarea deschiderii maxime pentru sarcina necesară, selectarea adâncimii corespunzătoare a plăcii și a aranjamentului toroanelor din tabelele de încărcare ale producătorului, verificarea lungimii lagărului, verificarea acțiunii diafragmei podelei chituite și coordonarea penetrațiilor de serviciu cu inginerul structural.
Compararea plăcilor cu miez tubular cu sistemele alternative de pardoseală
Alegerea dintre plăci de beton cu miez tubular și sisteme de pardoseală concurente necesită cântărirea performanței structurale, viteza programului, costul, durabilitatea și constrângerile de amplasament. Niciun sistem nu câștigă pentru fiecare criteriu, dar plăcile cu miez tubular au avantaje clare în scenarii specifice.
| Criteriu | Placă cu miez gol | Placă plată in situ | Deck din oțel compozit | Placă solidă prefabricată |
|---|---|---|---|---|
| Interval tipic | 6–20 m | 5–12 m | 3–9 m (punte) grinzi | 3–7 m |
| Greutate (auto) | Scăzut-Mediu | Înalt | Scăzut-Mediu | Înalt |
| Viteza de instalare | Foarte repede | Incet (cofraj, cura) | Rapid | Rapid |
| Rezistenta la foc (fara protectie suplimentara) | REI 60–240 | REI 60–180 | De obicei, REI 30–60 | REI 60–180 |
| Eficiența materialului | Înalt | Scăzut | Mediu | Scăzut |
| Performanță acustică | Bun (cu sapa) | Bun | Corect (necesită tratament) | Bun |
| Integrarea serviciilor | Mediu (cores usable) | Înalt (flexible) | Înalt | Scăzut |
Miezurile în sine oferă un avantaj util pentru serviciile de construcție: în unele abordări de proiectare, golurile longitudinale sunt folosite ca conducte de aer pentru încălzire, răcire sau ventilație, trecând aer condiționat prin placă atât pentru a servi spațiul ocupat, cât și pentru a folosi masa termică a betonului pentru revenire. Această abordare a sistemului de clădire activat termic (TABS) a fost implementată în numeroase proiecte de birouri din Europa Centrală, cu reduceri măsurabile ale cererii de răcire de vârf de până la 30–40% comparativ cu sistemele convenționale de aer.
Considerații practice pentru specificatori și antreprenori
Specificarea sau procurarea plăcilor de beton cu miez tubular necesită implicarea producătorului la începutul procesului de proiectare. Spre deosebire de betonul in situ, care poate fi reglat pe șantier, plăcile cu miez tubular sunt fixate dimensional în fabrică. Schimbările după producție — decupaje, fixări suplimentare, modificări ale armăturilor — sunt posibile din punct de vedere tehnic, dar costisitoare și consumatoare de timp. Obținerea fluxului de informații corect în etapa de proiectare este esențială.
Informații necesare în etapa de proiectare
- Sarcini structurale: greutate proprie, suprapuse mort (șapă, pereți despărțitori, finisaje), impuse (categoria de ocupare) și orice încărcături concentrate de la instalație, depozitare sau fixări de placare
- Condiții clare de deschidere și lagăr la fiecare suport, inclusiv orice suport neparalel sau geometrie oblică
- Clasa de rezistență la foc necesară pentru zona pardoselii
- Locația, dimensiunea și încadrarea tuturor pătrunderilor de serviciu, inclusiv manșoane MEP, țevi de drenaj, coloane structurale care trec prin podea și deschideri ale puțului de lift
- Sunt necesare elemente de fixare prin turnare: canale de ancorare, mufe de ridicare, șuruburi de fixare, ștuțuri de conducte - toate acestea sunt poziționate folosind ancore de cofraj magnetice și turnate în timpul producției din fabrică
- Cerințe de performanță acustică, în special pentru proiecte rezidențiale sau cu utilizare mixtă în care sunetul de impact și aerul trebuie să îndeplinească standardele de reglementare
- Limitele de deformare și așteptările camber, în special acolo unde finisajele fragile (plăci, terazzo) vor fi aplicate direct pe suprafața plăcii
Coordonare santier pentru instalare
La fața locului, instalarea plăcilor tubulare necesită coordonarea capacității macaralei, a rutelor de acces, a sprijinirii temporare (dacă este necesar de proiectarea structurală) și a succesiunii de chituire, turnări de acoperire și detalii de conectare structurală. Capacitatea macaralei este adesea constrângerea critică : o placă tubulară de 400 mm, 12 m lungime și 1,2 m lățime, cântărește aproximativ 5.000–5.500 kg. Pe un amplasament urban restrâns, unde extinderea macaralei reduce capacitatea de ridicare, acest lucru poate necesita reducerea lungimii plăcii sau specificarea unei unități mai ușoare - o decizie care se întoarce în cascadă la proiectarea deschiderii, a sarcinii și a structurii de susținere.
Chituirea rosturilor trebuie să respecte cu exactitate specificațiile producătorului. Utilizarea unui chit prea umed produce o îmbinare poroasă, slabă, predispusă la crăpare; prea uscat și este posibil să nu umple complet profilul de îmbinare conic, lăsând goluri. Chituirea rosturilor pe suprafețe mari de podea ar trebui să fie planificată ca o operațiune continuă, cu personal adecvat și capacitate de amestecare pentru a evita rosturile reci într-o singură cursă de îmbinare.
Verificări post-instalare
După instalare și chituire, podeaua completată cu miez gol trebuie inspectată pentru:
- Camberă diferențială între unitățile adiacente — acceptabilă cu ±5 mm fără vârf; dacă este mai mare, poate fi necesară o adâncime suplimentară a șapei pentru a obține o suprafață plană
- Completitudinea chitului în toate rosturile longitudinale și transversale
- Adecvarea rulmentului de capăt la toate suporturile
- Starea inserțiilor turnate — orice inserții deteriorate sau poziționate greșit trebuie raportate și remediate înainte de aplicarea finisajelor
- Absența deteriorării la manipulare: crăpare la capetele plăcii, spărturi la zonele de rezemare sau crăpături longitudinale în țesături care pot indica deteriorarea transportului sau a montării
Inovații în tehnologia plăcilor cu miez tubular și sisteme de cofrare magnetică
Industria prefabricatelor din beton continuă să dezvolte atât produsul plăci cu miez tubular, cât și sistemele de producție utilizate pentru fabricarea acestuia. Mai multe domenii de dezvoltare activă sunt demne de remarcat pentru cei care iau decizii de investiții în infrastructură pe termen lung.
Beton de ultra-înaltă performanță în producția de miez tubular
Cercetările privind betonul de ultra-înaltă performanță (UHPC) pentru aplicații cu miez gol sunt în curs de desfășurare în mai multe programe de cercetare europene și asiatice. Amestecurile UHPC cu rezistențe la compresiune de 150–200 MPa permit reducerea în continuare a grosimilor benzii, scăzând greutatea proprie, menținând în același timp capacitatea de forfecare. Provocarea producției este că UHPC nu este compatibil cu echipamentele standard de extrudare - armătura cu fibre și vâscozitatea amestecului necesită metode de turnare modificate - și rolul de magneți de cofraj and precision magnetic formwork systems în poziționarea matrițelor mai subțiri, cu precizie mai mare, devine și mai critică.
Automatizare și robotică în setarea cofrajelor
Mai mulți producători de echipamente prefabricate oferă acum sisteme robotizate de reglare a cofrajelor care citesc aspectul elementelor dintr-un model BIM și poziționează automat formele laterale, opritoarele și inserțiile pe suprafața paletului. Aceste sisteme folosesc de obicei roboți portic cu sisteme de viziune pentru a alege și a plasa componentele de cofraj, folosind magneți de cofraj ca mecanism final de fixare — robotul poziționează forma, iar ancora magnetică este activată pentru a o bloca pe loc. Primii adoptatori ai acestor sisteme raportează o precizie de setare a matriței de ±1–2 mm și timpi de ciclu mult sub setarea manuală, cu o calitate constantă și oboseală redusă a operatorului.
Integrare digitală și producție inteligentă
Instalațiile moderne de prefabricat integrează din ce în ce mai mult tehnologia digitală dublă – un model virtual în timp real al etajului de producție – cu sisteme de control al calității, management al stocurilor și logistică. Fiecărui element i se atribuie un cod QR sau o etichetă RFID unică la punctul de producție, legând înregistrarea sa digitală la lotul specific de beton, lotul de toroane, pozițiile inserției fixate cu magnet și rezultatele verificării dimensionale. Această trasabilitate este solicitată din ce în ce mai mult de către contractorii principali și clienții pentru proiecte complexe în care este necesară responsabilitatea structurală pe durata de viață de proiectare de 50-100 de ani a clădirii.
Precizia fixării cofrajelor magnetice — combinată cu verificările de calitate prin scanare cu laser a elementului finit înainte de expediere — face parte din acest lanț digital al calității. O placă care trece toate verificările dimensionale, înregistrările rezistenței betonului și inspecția vizuală este expediată cu o înregistrare completă de producție accesibilă prin scanare QR la fața locului, permițând inginerului structural sau proprietarului clădirii să verifice conformitatea fără a se baza doar pe certificate de hârtie.








